Paso 2: Configuración de la impresión...
Nada de lujo aquí.
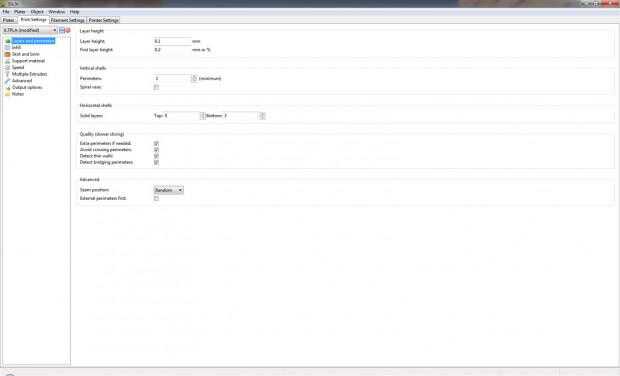
La "altura de la capa" define bien cómo el objeto se imprimirá, en cuantas rebanadas.
Usted debe no más arriba de la mitad del diámetro de la boquilla como si no se ve muy mal - para rápida testprints es fina aunque.
Especialmente en rellenos de capas múltiples que son bastante altas el estirador puede lucha por fuente y masticar, así que Téngalo en cuenta cuando juega con su relleno.
Configuración de la "Primera altura de la capa" superior permite para compensar una cama ligeramente desigual o con estas capas delgadas para evitar volver a calibrar Z-página de inicio si no hay cinta azul se utiliza en la cama.
"Perímetros" definir cuántas rondas la impresora hace una pared.
1 en mi caso aquí significa sólo usar una sola línea en el exterior, el resto es relleno.
Conjunto más alto si imprime con boquillas finas o requiere una pared robusta en los objetos.
Las "capas sólidas" definir cómo se hacen las mayn rellenos sólidos al principio y al final de la impresión.
Omitir el 0 aquí como imprimí una parte para ser pegado en la parte superior.
Debe tener al menos 3 capas tanto para un finlandés agradable.
En la sección de "calidad" marcar todas las casillas.
Relleno...
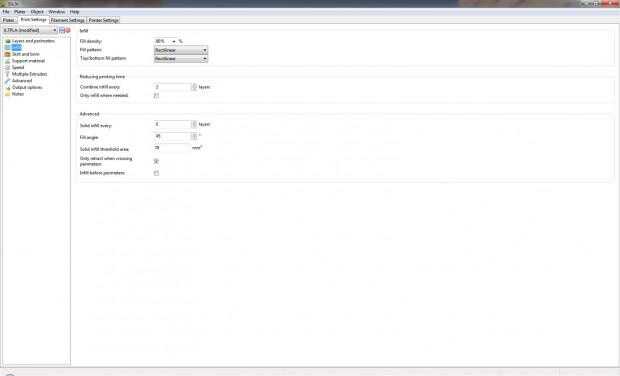
Otra vez, nada apetece aquí.
La configuración se explica bastante bien y lo único que quiero señalar es la
"Combinar relleno cada" ajuste.
Usted puede ahorrar bastante tiempo llenado solamente cada segunda o tercera capa pero necesitas ver la cantidad de filamento que necesita.
Especialmente a altas velocidades, esto puede ser un problema con el extrusor.
Así que en caso de duda impresión con este valor en "1", lo que significa que relleno en cada capa individual.
Falda y ala...
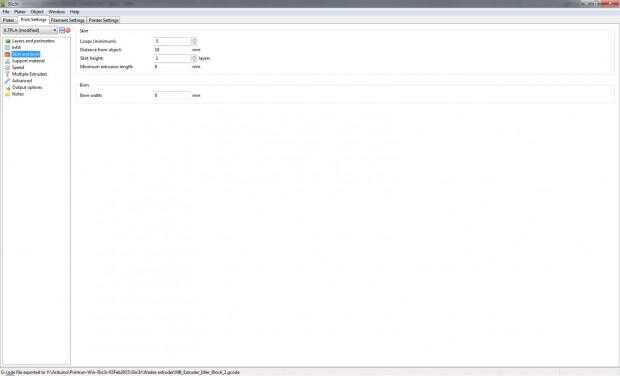
Los "bucles" pueden utilizarse para limpiar el hotend y conseguir el flujo de trabajo.
Especialmente si su hotend toma algún tiempo para asentarse en una temperatura puede ser unos centimenters antes de plástico lo hace en su plataforma.
"Ladistancia del objeto" es bastante obvio ;)
"Altura de la falda" - no muy seguro de por qué se quiere ir sobre capas de seral pero puede ser útil en combinación con "Borde".
"Longitud de extrusión mínimo" puede utilizarse para aumentar el número de bucles hasta que fue sacada la longitud especificada.
"Borde" - Esto le permite imprimir la primera capa alrededor de tu objeto más amplio de lo que es.
Puede ser muy útil para impresión ABS evitar el levantamiento y deformación de la cama de impresión.
En combinación con "Altura de la falda" y la distancia del objeto se puede crear una represa como la estructura alrededor de su objeto.
Esta manera tiene menos problemas con las partes de elevación, especialmente si la estructura es bastante larga y delgada.
Apoyo...
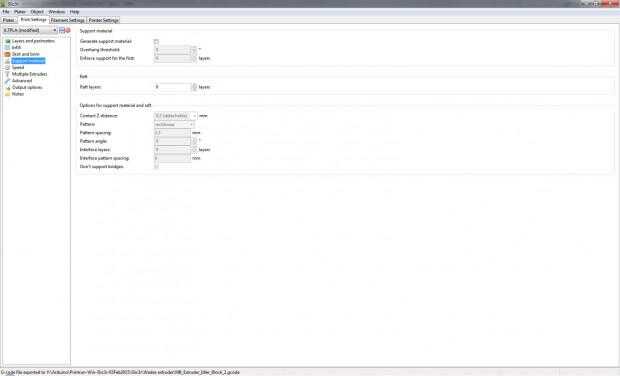
Si establece la casilla de verificación para el material de apoyo que se generen, Slic3r construirá paredes delgadas debajo de todo lo otherise sería imposible de imprimir.
Un ejemplo sería algo sobresale de 90° desde la pared de un objeto como la impresora en esta capa se le impresión en el aire sin nada que sostenga el filamento.
"Capas de balsa" son agradables ya que se supusieron que ofrecen y más fácil manera de remover el material de apoyo de la actual impresión.
No siempre trabajan mucho pero mejor intentar que al usar una herramienta dremel.
Con otra configuración es mejor probarlos a través de algunas impresiones de prueba de piezas pequeñas como cada impresora realiza diferentemente.
Como regla general todos los ángulos más 55° consigue apoyo de mí.
"Capas de interfaz" puede hacer quitar el apoyo un poco más fácil y si el patrón se establece derecho a menudo tienes mucho más fácil conseguir su cuchillo donde usted necesita cortar.
Velocidad...
Sólo tengo una muy antigua Prusa Mendel, el modelo T de impresoras 3D, así que ignorar las velocidades bajas.
Pero esta sección es donde haces el afinar el rendimiento después de todo lo demás.
También es el lugar de la frustración de la mayoría si no sabes cómo configurarlo bien.
La temida "C" en su filamento arruinar la impresión tiene sus orígenes aquí ;)
Si usted tiene ciertos objetos que siempre fallan en una capa específica debido a la extrusora corriendo como un loco le podría sentir la tentación a utilizar una máquina de cortar diferentes pero cuenta el relleno o trazo de herramienta no es tan buena y precisa.
No hay necesidad ya de esto :)
Vamos a empezar con algunas cosas aburridas para la comprensión - lo sentimos por adelantado pero ayuda!
Tasa de flujo es la clave para entender por qué ciertas cosa no funciona a altas velocidades.
No molestar con cálculos, hay sitios web que ofrece calculadoras para esto.
Pero permítanme darles un ejemplo:
Impresión de una pared fina capa sólo requiere muy poco filamento.
Un relleno sólido es sobre el max que utiliza - si Slic3r sería agradable, pero sigamos...
Su cabezal de impresión puede derretir sólo una cierta cantidad de filamento hasta que tenga problemas para calentar lo suficiente.
(algunas personas compensan con potentes calefactores y termina caliente especial alto flujo)
Si su velocidad de impresión ahora es muy alta el estirador funciona muy rápido con rellenos sanitarios y si la hotend no puede derretir el filamento rápido suficiente obtendrá la gran "C" masticada en el filamento.
Este problema es la razón principal para todos los sistemas de extrusión diferentes y especializados hotends.
¿Bueno, aburrido, cómo hacer bien?
Hay ninguna regla de golder que me permita darle la velocidad adecuada para su combinación de impresora de hotend de filamento, pero puedo explicar cómo encontrarlas.
De nuevo utilice un objeto de prueba simple y agradable.
Para comprobar la rapidez de impresión perímetros "Jarrón de espiral" casilla de verificación en la sección de "Capa y perímetros" es buena.
Comenzar con algo de diámetro mayor de 2cm evitar problemas de calor (a menos que tenga ventilador para él).
Ajuste a la temperatura adecuada para su filamento y compruebe que si es suficiente - bajo quiere estar lo suficientemente caliente para un buen derretimiento y justo sobre la temperatura que puede causar interferencia debido a ser demasiado baja.
Imprimir y a Pronterface (o su programa favorito de la impresión) aumentar la velocidad.
Una vez que usted observa la pared ya no se imprime como una línea sólida, sino como una serie de puntos o parecen fibras están asomando ir hacia atrás hasta que todo se convierte en suave - do este rápidamente como de lo contrario tarda unas pocas capas para obtener adecuada vinculación otra vez.
Tenga en cuenta el ajuste del aumento del porcentaje en el programa de impresión para sus ajustes!
Imprimir la misma parte otra vez, con las mismas configuraciones pero la temperatura 10° C superior - NOTA otra vez el porcentaje utilizado en su programa de impresión.
La velocidad con la temperatura más alta debe ser más alta también y tomamos ambas velocidades como base.
Digamos que usted comenzó con 30mm/s y a velocidad de hasta 145% antes de la línea ya no era perfecta.
Use la calculadora de Windows y el tipo de la velocidad de los ajustes de Slic3r - 30 en nuestro ejemplo.
Ahora pulse "+".
Desde 100% nuestra velocidad y 145% es 45 que ahora tipo 45 en la calculadora seguido pulsando la tecla "=" o Enter.
Lo que vemos es 30 + 13.5 = 43.5 - nuestra velocidad de impresión nuevos que estamos redondeando a 43.
Usted puede hacer los mismo cálculos para su temperatura de impresión normal y más caliente.
Por favor utilice los valores más bajos de temperatura en la máquina de cortar y los valores más altos de la temperaturas como un indicador de cuánto más rápido se puede ir a través del programa grabado.
Ahora hemos establecido nuestra velocidad más importante - "perímetros".
"Pequeños perímetros" y "Perímetros externos" deben ajustarse a los valores de porcentaje tan solo es necesario cambiar el perímetro de la velocidad por encima de.
Para la mayoría de los casos un valor del 80% para ambos está muy bien, para mayor precisión que puede bajar a 40-60% si su impresora no está calibrada 100%.
"Relleno" es un escenario que no suelen ir demasiado alto en aunque es posible llegar bastante rápido.
Mi razón es muy simple: Quiero un enlace adecuado y no siempre cambiar mi otra configuración al seleccionar un patrón de relleno diferentes.
También cuando la impresión con sólo 20-40% demasiada velocidad de llenado se mete con las cualidades estructurales como el plástico se vuelca más que depositan.
"Relleno sólido" debe ser 60-80% para permitir la adecuada vinculación y una superficie más lisa.
"Relleno sólido superior" se encuentra realmente bajo por mi para conseguir realmente conseguido finlandés.
Con rellenos sólidos no obtendrás en problemas con la velocidad de extrusión a menos que usted llene varias capas a la vez.
"Apoyo Material" está preparado por mi al igual que los perímetros, no creo ir demasiado alto realmente ayuda.
"Puentes" es lo que causó muchos operadores tener un ataque de nervios después de la extrusora había masticado la "C grande" otra vez...
Me explico:
Puente se utiliza para formar una capa entre usted relleno y una capa superior sólida.
Menor porcentaje de relleno de la más material se requiere para "Salvar" lo ;)
Lo triste es que Slic3r no usar nuestros otros ajustes para calcular el caudal para reducir automáticamente por lo que la extrusora no va a toda marcha.
Lo mismo vale para rellenos sanitarios de mayor densidad Slic3r todavía se siente la necesidad de llenar realmente.
Para determinar el mejor ajuste aquí tener en cuenta su menor tasa de relleno que utilizan en impresiones para la estabilidad.
Crear un objeto como un simple cubo que es sólido para esta prueba, es mejor que él en tamaño de 2.5-5cm para ver cómo grandes áreas son tratadas.
Hacen sólo de 1.5 a 2mm de alto.
Comience con un puente de poca velocidad de sólo 5 para tu primera prueba.
Deben todos funcionar hacia fuera bien y obtienes a un finlandés agradable y suave.
Ahora la velocidad del puente un poco más arriba, permite decir 10 e imprime el objeto otra vez.
Observe la diferencia en sus velocidades de extrusión cuando se imprime la capa puente!!!!!!
Puede tratar de encontrar el máximo antes de la extrusora empieza a masticar pero como no tenemos tantos puente capas en impresiones normales sólo subir hasta ahora...
Una vez que la extrusora se ve como en los esteroides es hora de manivela hacia abajo como una impresión desperdiciada es peor que unos segundos de tiempo perdido mientras que una sola capa de adaptación de la impresión.
A toda velocidad la capa puede a finlandés en sólo 8 segundos pero la siguiente puede masticar su filamento.
A baja velocidad puede tomar 20 segundos pero el estirador y el filamento están felices!
¿Así que pregúntate a ti mismo: es realmente vale la pena arriesgar para guardar unos minutos en 6 horas impresión? ;)
"Llenar espacio" debe ser bastante bajo.
Se utiliza para rellenar esos pequeños puntos que han perdido con el relleno normal y desea que sean precisos y sin causar su impresora saltar hacia adelante y hacia atrás con movimientos rápidos.
"Viaje" para los movimientos de velocidad no puede ser muy alta para impresiones normales.
Especialmente nuestros sistemas caídos extrusora aprovechar las velocidades más altas como la exudación es menos dominante y las partes más fáciles de limpiar.
Dependiendo del objeto todavía puede acodar a ligeramente sobre su velocidad de impresión para evitar saltar desde una línea hasta el inicio de otro diferente.
Si ves pasos perdidas en su x o eje y cuando el hotend "salta" al siguiente punto de extrusión menor este valor!
"Primera capa de velocidad" se puede bajar aquí a plástico caliente más tiempo para enlazar con la superficie de la plataforma o cinta que se utiliza.
Baja velocidad y un Scotch ligeramente lijada "Cinta azul" realmente pueden hacer su objeto de palo que bueno a la cinta que tienes para el desguace o snd el azul de tu parte.
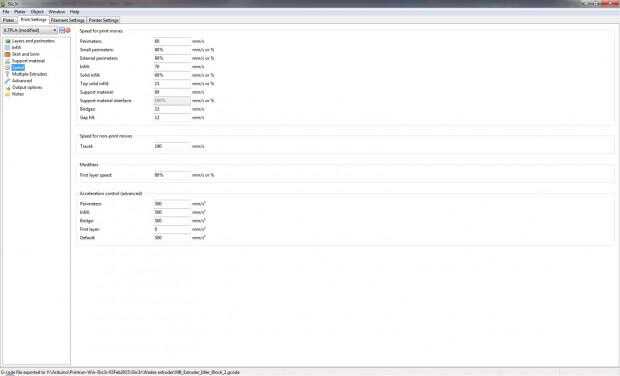
Si es compatible con tu firmware puede utilizar "Control de aceleración" para prevenir movimientos bruscos.
Esto ocurre a menudo con movimientos cortos y rápidos de impresión y si lo estos valores su impresora está feliz.
Si nunca tienes un problema con pasos perdidas provocando capas de imprimir en el lugar equivocado puede ignorar la configuración.
Ahora que calibran todos estos ajustes adelante e impresión una parte real y disfrutan de una impresora que funciona desde el principio al finlandés como debería :)
Sólo tenga en cuenta que ajuste la temperatura impresión superior para obtener velocidades más altas también puede resultar en características como la parte de fusión tiene no suficiente tiempo para enfriar y endurecer.
Update31/05/2015:
Debo haber mencionado el problema de perdida de paso un poco más y las formas de arreglar sin comprometer la impresión de velocidad demasiado.
Me explico el problema primero:
Impresión algunos más o menos complicado y siempre en las mismas capas su impresión funciona fuera de la alineación.
A veces lo ves qickly en las paredes externas pero a veces te lo puedes perder hasta un montón de filamento se perdió otra vez.
Hay dos factores que causan este problema:
A) el hardware no es pequeño, rápido y muy parid movimientos.
Cuando escuche su impresora "confundir" a los motores paso a paso necesitan una gran cantidad de par motor para arrancar y parar, especialmente la plataforma de la construcción con una cama caliente.
B) las opciones de impresión son sólo mal ;)
Para la A) problema, puede intentar aumentar el nivel de potencia para su motor de pasos correspondiente, por ejemplo, si las carreras eje y fuera de la alineación girar el potenciómetro pequeño en su controlador de motor un poco - pero si escuchas sus motores paso a paso "gritando" cuando no significa el poder es maby demasiado alto.
Arreglar el problema de B:
Una solución es reducir la velocidad de impresión en los pasos hasta que la impresión es fine - puede perder mucho de filamento y de tiempo.
La mejor manera, si el firmware de la impresora lo permite, es utilizar el control de aceleración, como se puede ver en la imagen de arriba.
Rellenos sanitarios especialmente rápidas con nido de abeja son conocidos por causar misstepping, por lo que puede reducir la velocidad para tus rellenos o ajuste el control de aceleración para x e y axis a un valor bajo de alrededor de 200 para rellenos sanitarios.
No afectará demasiado la velocidad de impresión general y limita la demanda de potencia para los motores paso a paso bastante bien.
ADVERTENCIA: Existe un error en algunas versiones de Slic3r causando enormes aceleraciones x y y eje!
Cuando utilizando la configuración de velocidad con secind mm/s valores en lugar de porcentajes (si procede) Slic3r a veces crea código de G con escalonamiento de velocidades superiores a 7000 mm/s en lugar de alrededor de 1500 - puede consultar el código de G con un editor de texto para eso, sólo mirar hacia fuera para los números "F" al final de una línea que indica la configuración de velocidad hasta la velocidad siguiente / cambio de movimiento.
Si de repente ves tu cama impresión salta en usted o en su cama jamming en posición final, por lo que su impresora salta fuera de la mesa es necesario comprobar el ajuste de velocidad que se puede hacer en mm/s y %!
Si en duda todo a un porcentaje de nivel o si el problema sólo ocurre con un archivo de STL usar un buen editor como Notepad ++ para reemplazar todas las entradas de alta velocidad con los mismos valores como se mueve la impresión normal (van unos redicouls altos números F y algunos en el rango entre 500 y 2000 - el uso de los valores más bajos como una guía para reemplazar a los velocistas.










